研磨鋼球的加工工藝及加工設(shè)備對比,兼論智能化設(shè)備與配件的設(shè)計(jì)趨勢
研磨鋼球作為精密機(jī)械、軸承、能源及高端裝備制造領(lǐng)域的關(guān)鍵基礎(chǔ)零部件,其加工質(zhì)量直接影響設(shè)備的精度、壽命與可靠性。其制造工藝與設(shè)備的發(fā)展,正經(jīng)歷著從傳統(tǒng)機(jī)械化向高精度、高效率、智能化方向的深刻變革。
一、 研磨鋼球主要加工工藝剖析
研磨鋼球的加工是一個(gè)多工序、高精密的系統(tǒng)工程,核心工藝鏈通常包括:
- 冷鐓/熱鍛成形:此為初成形階段。冷鐓工藝材料利用率高,球坯組織致密,表面質(zhì)量好,適用于中小規(guī)格鋼球;熱鍛則適用于大規(guī)格或特殊材料鋼球,但后續(xù)加工余量較大。
- 光磨(銼削/軟磨):去除球坯表面的氧化皮、缺陷及大部分余量,初步獲得球形。傳統(tǒng)銼削板效率低、一致性差,已逐漸被雙盤式軟磨機(jī)取代,后者通過兩個(gè)砂輪盤對鋼球進(jìn)行研磨,效率與精度顯著提升。
- 熱處理:包括淬火與回火,是賦予鋼球高硬度、高耐磨性和必要韌性的關(guān)鍵環(huán)節(jié)。工藝控制的精確性(如溫度、時(shí)間、氣氛)直接決定鋼球的核心性能。
- 硬磨:在熱處理后,對硬化后的鋼球進(jìn)行精磨,進(jìn)一步修正幾何精度(球形誤差、直徑變動(dòng)量)并去除表面缺陷。此工序?qū)ι拜喬匦浴⒃O(shè)備剛性及工藝參數(shù)極為敏感。
- 初研與精研(拋光):這是最終獲得超精密表面和尺寸的最后工序。通過使用更細(xì)的磨料(如氧化鋁、碳化硅、金剛石微粉)在研磨液中進(jìn)行長時(shí)間、低壓力的研磨,使鋼球達(dá)到亞微米甚至納米級的精度與極低的表面粗糙度。
二、 關(guān)鍵加工設(shè)備對比分析
不同工藝階段對應(yīng)不同的核心設(shè)備,其技術(shù)演進(jìn)體現(xiàn)了行業(yè)進(jìn)步。
| 工藝階段 | 傳統(tǒng)/主流設(shè)備 | 特點(diǎn)與局限 | 先進(jìn)/智能化設(shè)備趨勢 | 優(yōu)勢 |
| :--- | :--- | :--- | :--- | :--- |
| 光磨/軟磨 | 機(jī)械式雙盤軟磨機(jī) | 結(jié)構(gòu)簡單,但調(diào)整依賴經(jīng)驗(yàn),自動(dòng)化程度低,一致性控制難。 | 數(shù)控雙盤軟磨機(jī) | 采用伺服電機(jī)與數(shù)控系統(tǒng),實(shí)現(xiàn)壓力、轉(zhuǎn)速、時(shí)間的精確程序控制,工藝可復(fù)制性強(qiáng)。 |
| 硬磨 | 普通硬磨機(jī) | 同樣面臨參數(shù)調(diào)節(jié)粗放、對操作工技能依賴度高的問題。 | 高精度數(shù)控硬磨機(jī) | 具備在線尺寸測量與反饋補(bǔ)償功能,能自動(dòng)修正砂輪磨損帶來的誤差,加工一致性極佳。 |
| 精研/拋光 | 滾筒式、振動(dòng)式研磨機(jī) | 批量處理,但加工周期長,個(gè)體差異大,過程不可視。 | 行星式精密研球機(jī)、磁流變拋光設(shè)備 | 行星式設(shè)備球跡可控,均勻性好;磁流變拋光等特種工藝能實(shí)現(xiàn)原子級去除,適合超高精度要求。 |
| 檢測分選 | 人工抽檢、機(jī)械式分選機(jī) | 效率低、易漏檢、勞動(dòng)強(qiáng)度大。 | 基于機(jī)器視覺的自動(dòng)檢測分選線 | 集成光學(xué)測量、渦流探傷等技術(shù),實(shí)現(xiàn)100%全檢,自動(dòng)按精度等級分選,數(shù)據(jù)可追溯。 |
三、 智能化設(shè)備及配件的設(shè)計(jì)方向
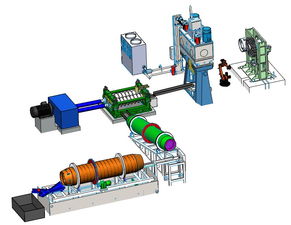
現(xiàn)代研磨鋼球制造正朝著“智能制造單元”或“無人化車間”邁進(jìn),其智能化設(shè)計(jì)主要體現(xiàn)在:
- 設(shè)備本體智能化:
- 感知層:集成高精度位移傳感器、力傳感器、溫度傳感器及視覺系統(tǒng),實(shí)時(shí)采集加工力、溫度、尺寸、表面圖像等全維度數(shù)據(jù)。
- 控制層:采用開放式數(shù)控系統(tǒng)或工業(yè)PC,搭載專用工藝軟件,不僅能執(zhí)行復(fù)雜工藝程序,更能基于模型或算法(如自適應(yīng)控制、模糊PID)實(shí)時(shí)優(yōu)化參數(shù)。
- 執(zhí)行層:應(yīng)用直驅(qū)電機(jī)、電主軸、直線電機(jī)等高性能驅(qū)動(dòng)部件,響應(yīng)快、精度高,為精密控制提供基礎(chǔ)。
- 工藝過程智能化:
- 自適應(yīng)加工:通過“在線測量-反饋-補(bǔ)償”閉環(huán),自動(dòng)調(diào)整砂輪修整周期、補(bǔ)償磨損、保證批次穩(wěn)定性。
- 數(shù)字孿生與工藝優(yōu)化:建立設(shè)備、工藝與鋼球質(zhì)量的虛擬模型,在虛擬空間中仿真和優(yōu)化工藝參數(shù),縮短試制周期,降低廢品率。
- 核心智能化配件設(shè)計(jì):
- 智能砂輪與磨盤:嵌入RFID或傳感器,記錄使用歷史、磨損狀態(tài),實(shí)現(xiàn)壽命預(yù)測與主動(dòng)更換。
- 智能夾具與輸送系統(tǒng):具備身份識(shí)別(如RFID載具)、精確定位與柔性切換功能,適應(yīng)多品種、小批量混流生產(chǎn)。
- 集成化檢測單元:將離線檢測儀器(圓度儀、粗糙度儀)的功能集成到生產(chǎn)線中,實(shí)現(xiàn)加工-檢測一體化。
- 系統(tǒng)級互聯(lián)與數(shù)據(jù)智能:
- 通過工業(yè)物聯(lián)網(wǎng)(IIoT)平臺(tái),將單臺(tái)設(shè)備連接入網(wǎng),實(shí)現(xiàn)生產(chǎn)狀態(tài)監(jiān)控、故障預(yù)警、能效管理與遠(yuǎn)程運(yùn)維。
- 利用大數(shù)據(jù)分析,挖掘工藝參數(shù)、設(shè)備狀態(tài)與最終質(zhì)量之間的深層關(guān)聯(lián),形成知識(shí)庫,持續(xù)驅(qū)動(dòng)工藝改進(jìn)。
結(jié)論:研磨鋼球的加工正從依賴人工經(jīng)驗(yàn)的傳統(tǒng)模式,邁向以數(shù)據(jù)驅(qū)動(dòng)、閉環(huán)控制、自適應(yīng)優(yōu)化為特征的智能化制造新階段。未來競爭的核心,不僅在于單一設(shè)備精度,更在于整個(gè)工藝鏈的數(shù)字化、網(wǎng)絡(luò)化與智能化水平。智能化設(shè)備及其配件的設(shè)計(jì),需緊緊圍繞“狀態(tài)感知、實(shí)時(shí)分析、自主決策、精準(zhǔn)執(zhí)行”的智能制造核心理念展開,最終實(shí)現(xiàn)質(zhì)量、效率與成本的最優(yōu)平衡。
最新產(chǎn)品